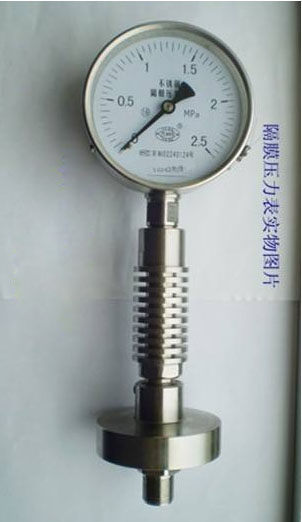
ij���T�ٴ����T���ڼӹ�����Ì�(d��o)܉�����̓ɂ�(c��)����������乤���_���оŵ��̶�������Һ���A��,ÿ�����о�ֻҺ���ס�ͨ�^�����������ƄӁ����_�o��������������B(t��i)��,���o�������͉������ 3��4MPa ������(n��i),��t��Ԓ�p��Ӱ푹����ļӹ��|(zh��)��,���߹�����ײ�������_�������ӹ��^����,һ���������,Ȼ�����ق�(c��)��;�_ʼ�����r�������^�Ó�����,�Ա��C�䌦�Q�ȡ���鉺�o������,�͉����� 3��4MPa ������(n��i),���ډ����������^�Ó��������M��,�Ҳ����Äӹ�������˲����ˆT���Ҫ���ں˜�(zh��n)���Q��ǰ�͉���(y��ng)�m��(d��ng)?sh��)�һ�c,�˜�(zh��n)���Q�Ⱥ��ټӉ��� 3��4MPa������(n��i)��
1.�����·�ķ���
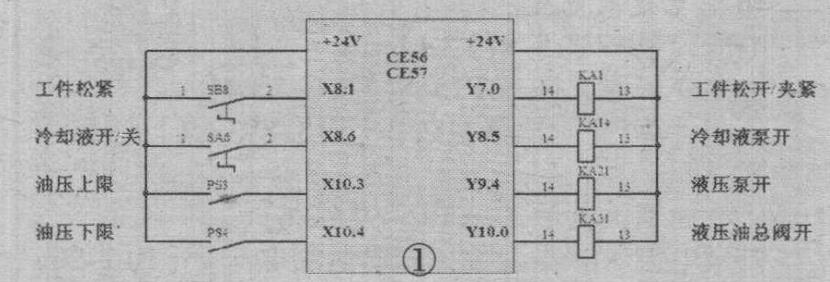
ԓ���T�ٴ���늚������ FANUC Oi MATER ��(sh��)��ϵ�y(t��ng)�Г�(d��n)���乤���_Һ��ϵ�y(t��ng)�Ŀ��Ʋ����·��D 1 ��ʾ���D�� SB8 �鹤�����o���_���i���o,PS3 �� PS4 ��
늽��c���������������ޡ�KA1 �鹤���A�o���_�����^���,KA21 ��Һ���ͱÿ����^���,KA31 ��Һ����늴��y�����^�����
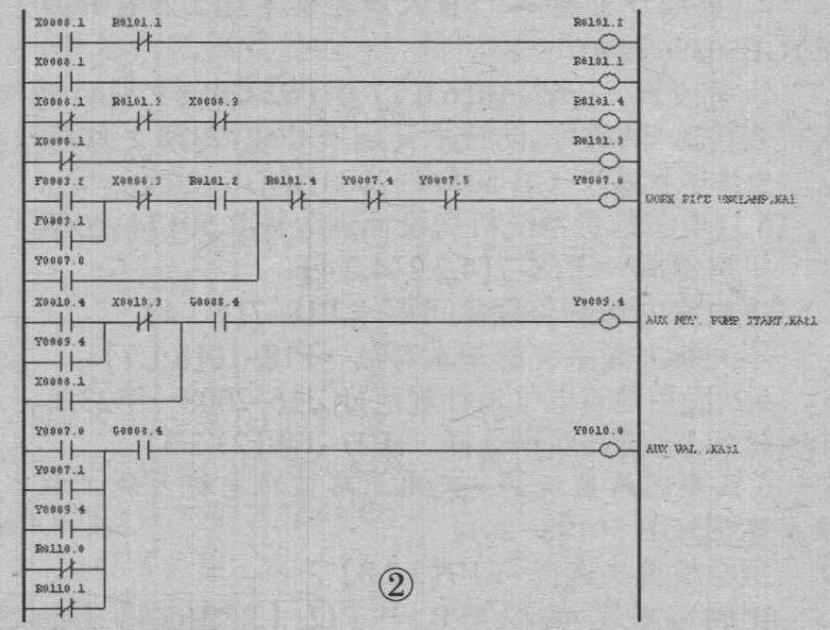
�ĬF(xi��n)���������Կ���,��(d��ng) SB8 ���_�r,ʹ�����A�o;KA1 ጷ�,KA21��KA31 ���ϡ���֮��(d��ng) SB8�]�ϕr,ʹ�������_;KA1 ����,KA21��KA31 ���ϡ���������ΈD��D 2 ��ʾ��
�ĈD 2 �п����M(j��n)һ������,�����ĊA�o�����_,����ݔ���^��� Y9.4 �� Y10.0 ������,ݔ���^��� Y7.0 �Ą����c��ֱ�ӿ��ƹ��������_��A�o����Һ�����y�Ŀ����^��� Y10.0 �����ǹ����ͻ�o��̎�ڄ�����B(t��i)������Һ�������Ĵ�С������
늽��c�������ĸߡ���λ���cͨ�^ݔ���^���Y9.4 �����ơ���(d��ng)���������O(sh��)����λ�r,ݔ���^��� Y9.4 ����,�o�͉��ͱ��_;��(d��ng)���������O(sh��)����λ�r,ݔ���^��� Y9.4 ጷ�,�o�͉��ͱ�ͣ��
2.�����·�ĸ��M(j��n)
������ķ������Եó�,Ҫ���{(di��o)��(ji��)Һ�������Ĵ�С,ֻ��ͨ�^�����o�͉��ͱõ��_ͣ�팍�F(xi��n)��Ҳ�����f,ֻҪͨ�^
���P�����늽��c�������ĵ͡���λ���c�Ϳ��Ԍ��F(xi��n)�����Ķ��ΊA�o�����^����:���´Ή��o�����r,��(d��ng)Һ���͉�����늽��c�������O(sh��)���ĵ�λ�r,늽��c�������ĵ�λ���]���c���_,�o�͉��ͱ�ͣ���@�rҺ���͉������ڵ�ֵ,�������Ϳ��������^�Ó�����,�Դ_�������Č��Q�ȡ���(d��ng)�����Č��Q�ȷ���Ҫ��r,���M(j��n)�еڶ��Ή��o���ٰ�һ�¶��Ή��o���o,ʹ�o�͉��ͱ��_����(d��ng)Һ���͉�����늽��c�������O(sh��)���ĸ�λ�r,늽��c�������ĸ�λ���_���c�]��,�o�͉��ͱ�ͣ��
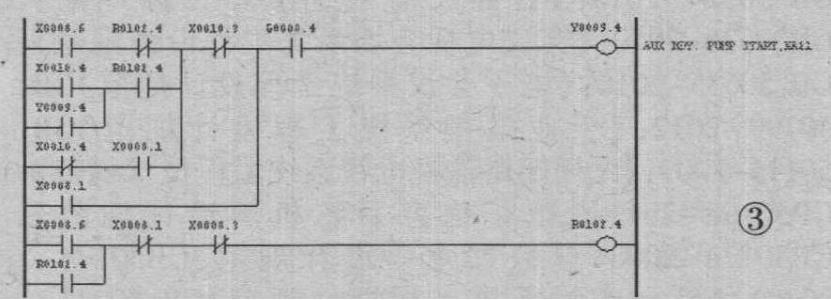
Ҫ���F(xi��n)���Ή��o,������Ҫ�Ŀ������ΈD��,߀Ҫ������һ�����o���ڲ������������һ�����o�Ǽ��韩����,Ҫ�@�ա��������Ӿ����ܷ�����ԭ�еİ��o,���ֲ�Ӱ�ԭ���Ĺ�����?ͨ�^�^���������ϵ����P(gu��n)���o,�҂��J(r��n)��������sҺ�_�P(gu��n)��ʩ�ӵڶ��Ή��o���^��(d��ng)�����´Ή��o�������ö���,�M(j��n)�������r�ɰ�һ����sҺ�_�P(gu��n),�M(j��n)�еڶ��Ή��o���@������ʹ�ĺ���,��ʹ�������㡣Ҳ�������������z��,��������^������Ҫ�_����sҺ�����F(xi��n)���Ή��o�Ŀ������ΈD��D 3 ��ʾ��
늽��c�������ߡ���λ����ֵ���O(sh��)��,��(y��ng)����(j��)Һ��ϵ�y(t��ng)�Ƿ���ڝB©�͵���r��Q��,��λ����ֵһ����O(sh��)���� 2.5MPa ���ҡ������҂��@�_�ٴ��o�͉�ϵ�y(t��ng)���]�НB©��,����O(sh��)����λ����ֵ�� 2.3MPa,��λ����ֵ�� 4MPa��
�@���ě]�л��M�κ��M��,�H����һ����(n��i)���^��� R102.4,��������sҺ�����_�P(gu��n),�H��ʮ�ַN�r�g��ԭ�������ΈD���c��,Ч�����@��ԓ�ĺ�ij���,���վͱ�����S�ҿ�ؐ������ͬ��O(sh��)����ʹ�á���(j��ng)�^�ĺ�,�����˲����ˆT�Ąڄӏ�(qi��ng)�ȡ�
ע���������x�����¾���ԭ��(chu��ng)���D(zhu��n)�dՈ��(bi��o)�����ĵ�ַ