ժҪ ���ܟ��C����݆̥����ʹ��������z��Ʒ��I���V�����õ��O�䡣ÿ܇�����ϕr�g�Ĵ_�������HӰ����aЧ�ʣ�ҲӰ푟��zƷ�|��ͬ�r��һЩ�����䷽Ҫ�����z�Ϝض���������c��Ŀǰ���ИI�������ԟ��ż�z�y���z�Ϝض������������Ƶ����������ԣ����ż�ľ��Ⱦ�׃�ú���Ҫ�����ľͿ���Ӱ��ܟ��C���ż�y�ؾ��ȵĿ������M�з���������������Č��ߺͽ��h�����ڌ��ИI��ָ���͎�����ZHn����׃����_�׃����_Һλ׃����_�ض�׃����
1�����}����
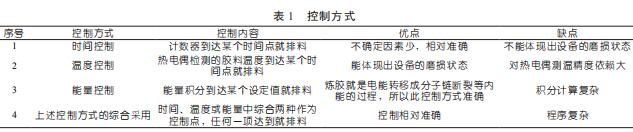
�ܟ��C����݆̥����ʹ��������z��Ʒ��I���V�����õ��O�䣬�������aЧ�ʸߡ��h���Ժã������_���C�ͼӉ�ʽ�C�����Ԅӻ��̶ȸߵ������c���Č��`�����ܟ��C����݆̥�����z��Ʒ���a��Դ�^�O�䣬�乤�����ܺÉ�ֱ��Ӱ���#�K��Ʒ��Ʒ�|����������ԭ�����ܟ��C���gЪʽ������Ͷ���z��→���z→�ų��z��→Ͷ����һ܇���z�ϣ�������͡�һ���ИI���z��Ͷ����P�]�����T����һ���쟒���ڵ��_ʼ�������˨����ж���T���_��������һ���쟒���ڵĽY�����쟒���ڵ��L�̣�ֱ��Ӱ������aЧ�ʺ͟��zƷ�|���쟒���ڵĴ_����ȡ�Q�����ϕr�g�c���x�����ںΕr��Ŀǰ��Ҫ�б� 1 ��ʾ�ĎN���Ʒ�ʽ��
���У��ضȿ����ܷ�ӳ�z�ϵČ��H�쟒��B�����ܴ����ͱ��_�z�ϵ�������B�����O���ĥ�p�u�M�v�̣��O��ĥ�p���_ͬ�����Ϝض�����Ҫ�ĕr�g�����L�������Ա��������I�����á����ǣ�����ǰ���������ضȿ��Ɵ��z��
���ż�y�ؾ�����ه�Դ�����Ҫ�Pע�ă��ݡ�
���������һЩ��I��ӳ�����ܟ��C���ż�y�ز��ʵĆ��}��Ҳ���Dz������@ʾ�����Ϝض��c�{�^�ֳ����ʽ�y�x���y���ܟ��C�ų����z�Ϝض�ƫ�x�^��≥ ±5�档���ż�y�ز��ʣ����HӰ����z�Č��HƷ�|������Ҫ���ǣ�������ż�y�ز�������z�Ϝ����^�ߣ������z���ڵ�ȼ�c��ȼ��Ʒ�������^�ߵ��z��һ�������՚�͕�����ȼ�����Ҳ��ױ���磬��������Č����a������ēpʧ�����Č�݆̥��I����ش�pʧ�İ���������ö�e�����ԣ������ż�y�ز��ʵĆ��}Ҫ��ֵ���ҕ��
2�����}����
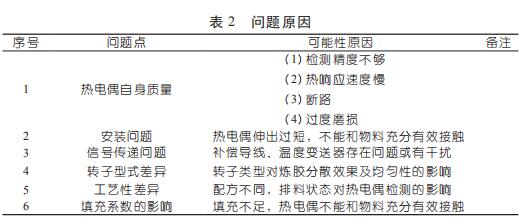
�����ܟ��C�����ż�Ĺ���ԭ������z�y���Ȳ����ԭ�������� 2 ��ʾ��
��Ȼ�����b��ж���T�ϵğ��ż������S��λ���ɿ������ϳ��m�������ż�����������˨�����ߕr����Ҳ�������ż����^�̡�
3�����}����
3.1����ߟ��ż�|��
���ż�ǜضȜy���x���г��õĜy��Ԫ������ֱ�Ӝy���ضȣ����ќض���̖�D�Q�ɟ�늄ӄ���̖��ͨ�^늚�x�� ( ���x�� ) �D�Q�ɱ��y���|�Ĝضȡ������y�ط����IJ�ͬ�����ż�����µĎׂ��ֶ�̖ ��B �͜y�ط����� 600~1 700�� S ��R �͜y�ط����� 0~1 600�� ��K��N �͜y�ط�����-40~1 300 �� ��E �͜y�ط����� -40~900 �� ��T �͜y�ط����� -200~350 �� ��J �͜y�ط����� -40~750�� ��C �͜y�ط����� 0~2 300�档���У��ܟ��C�ϑ���#����� J �ֶȵģ�E �ֶ�Ҳ�Ђ��eʹ�õġ�
ͨ�^��Щ��Č��`�����a���ż�c�M�ڼ��IJ��Խ��ԽС�������Ǚz�y���ȣ�����ҙz�y�������ԝM��Ҫ���^����푑��ٶȇ��a���M�ڼ������������һ�����͵ğ��z���ڃȣ��ض������dz��m�����ģ�����푑��ٶȜ�����һ���̶��ϕ������ż�y�����Ȳ��ʵĬF��
3.2�����C���ż���m���b
һ����f�����ż���b��Ҫ�����N��ʽ ��
��1����ж���T�ϰ��b 1 ֧��
��2��ж���T�ϰ��b 2 ֧����֧���ż�z�y�Ĝضȶ��M PLC�������е�һ֧����������@ʾ�����Ͽ�����̖�c����һ֧���O�ء�����֧���ż�z�y�Ĝض��`��^�O��ֵ�r����ʾ���ż���ϡ�
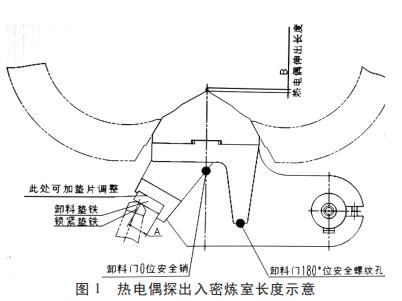
��3����ж���T�ϰ��b 1 ֧�� 2 ֧���ڂȱ��ϰ��b1 ֧���������@ʾ�����Ͽ�����ж���T�ϵĞ�ʣ��ȱ��ϵ��o����������һ����f���Ĺ�������������Ͷ�ϳ��ڣ�ж���T�͂ȱڟ��ż�z�y�z�ز�^��Խ���쟒���ڣ��ɂ�ֵԽ�ӽ�������ƽ�����ż̽���ܟ��҃ȶ��٣�Ҋ�D 1 �еijߴ� B����ֱ��Ӱ����z�y���� ��
��1��̽��ߴ�̫�٣��^�����ܱ�������Ч������Ħ�����y���ضȕ����z�ϵČ��H�ضȵ͡������c��ʹ�É������L�ܶ� ��
��2��̽��ߴ�̫�࣬�y���ضȕ����z�ϵČ��H�ضȸߡ����ҟ��ż����Ҳ��׃�̡�
���ԣ��ڰ��b�������Ñ��F�����и��Q���ż����r��һ��Ҫ���C���ż̽��ж���T���L�ȳߴ磨��“ ������ ”270/370 �ܟ��C������̽���L�� 25 mm ���ˣ���ͬ�r���ܟ��C�����S���ڽY����ҲҪ���C������B�£����ż���ܱ��z����u�D������̽���ܟ����L��׃С��
3.3���ϸ���a������
Ҫʹ�ß��ż�����a�������������ڰ��b���C�wǰ�Ͱ��b��Ҫ�M��У�ʙz�y���ڬF������ʹ���ֳ�ʽУ�ʃxģ�M���ż�o�C�w�Ӿ���һ���ض���̖��Ȼ���ڲ������ϲ鿴���H�@ʾֵ���^���ֵ�ж��һ����Խ��ܵIJ�ֵ�� ±2�����ҡ������ֵ�^���f���a���������ϸ���Ҫ���Q��
3.4����ˇ�{��
ͨ�^����Č��`���Կ�������ͬ���z���䷽����ͬһ�䷽�IJ�ͬ���Σ����ż�z�y���ȕ��в����ͬһ�䷽�Ķ��Ρ�����������һ�ξ��ȸߡ�
���⣬���Ϡ�B�����ż�z�y����Ҳ�кܴ��Ӱ푡�������Ϻ�ɢ���矟Ƭ�z���ܟ��������ż�����c������Ч��ֽ��|���y���`���������^��±10�����ҡ����ɈF�ų����z�ϣ������dz��������^��ģ��y�������������^�ߡ����ԣ�������Ե�Ԓ�����h�M�й�ˇ�{�������������Ϡ�B����ߟ��ż�y�ؾ��ȡ����⣬���ϵ�������Ԓ�������܌��Բ����ż�����c������Ч��ֽ��|��Ҳ��Ӱ푟��ż�Ĝy�����ȡ����ԣ�Ҫ�����䷽�ı��ء��O���ĥ�p��B���_�����m�����ϵ����һ���о����D��ȡ 0.75���������D��ȡ 0.65����
3.5������
��ͬ���D����ʽ����ζ����ͬ���z�����Ӻ����Ϡ�B�������ż�ęz�y����Ҳ�кܴ��Ӱ푣��@Ҳֵ���Pע��
һ����f��ͬ����B�Ȯ�����B���z�Ͼ�һ�ԣ�ͬһ܇�εIJ�ͬ��λ�z�y������һЩ�����ż��������Ҳ��һЩ�����ϕr����ɢЧ���õ��z�ϣ����ż�z�y��������Ҳ��һЩ��
���⣬���ż�ǰ��b��ж���T���߂ȱڶ˰��У��ȱڻ��߶˰�Ĝضȣ�Ҳ������sЧ�����w�F��Ҳ��Ӱ푟��ż�ęz�y���ȡ����ԣ�Ҫ���C�O���̎����
�s�r��̎�����õĹ�����B������ˮ�|��ͬ��������ϴ�O�䡣
4���Y�Z
һ����r���ܟ��C���������z��Ʒ���a��Դ�^�O�䣬Ч�ʺ͟��z�|���ĺÉļ������ԣ�ֱ��Ӱ���#�K�aƷ�|������I�Ľ��I��r�����ԣ��б�Ҫ�����ż�Ĺ���ԭ�����������ڴ˻��A�����k�����C���ż�ęz�y���ȡ�
�����F�������@ʾ�c���Ϻy�z�ϜضȲ�һ�r����shou���Ų���ż�����a�������Ƿ���Ӳ���Ĺ��ϣ�Ȼ������ᘌ��Եą��������M�з�����̎�����ڴ��ĵ��������`ԇ���^���У��õ����Ϻ����깫˾�Ĵ���֧�֣��ڴ˱�ʾ���x��
ע���������x�����¾���ԭ�����D�dՈ�������ĵ�ַhttp://www.mynurseconsultant.com/jingyan/3060.html