
ժҪ�������\�d���������O������˸��߿��_��������Ҫ���\�� ANSYS Workbenchܛ�������_��ԇ��г��F���}���ض�׃������֪Ϥ��ӡ���·�����׃�ֲ����������aƷ���ڵķ��_����ˇ��ʩ���㡢ӡ���·���Ȳ���Ԫ�������ֲ������ȿ��_���ı����h�������o���˽�Q��ʩ����Q�˜ض�׃������_��ԇ�l���¿����W���ܲ�Ć��}�������ˮaƷ�Ŀɿ��ԣ����C�ˮaƷ���|��������ԓ���g�����ں��m����̖�С�
����
�\�d�c������̖�������������W�h�����s����ͬλ�õ�����O�����w���^����Ҫ���ܲ�ͬ�����W�h�����O��ʧЧҲż�����F���S�����������\�d����������һ���\�d����İlչ������O����Ҫ���ܵ�����c�_������Խ��Խ������O�����ա�����ԇ����ģ�M�w���^���е����W�h������C�aƷ�ܷ��ڐ��ӵėl���¿ɿ���������������ա�����ԇ��^���У���u��¶���aƷ�����m����_���h��ԇ�l��Ҫ��Ć��}��Ԫ����ʧЧ���l���|�����}�r�аl��[1]��
�_��푑��V���Á�����ϵ�y�ܵ��_������Ч���ij߶ȡ��_��푑��Vԇ�g�ǿ�������O��Y�������_���������ֶ�֮һ����һ�N�ƌW�����ĺ����_���\�ӌ�ϵ�y��������С��ԇ��[2]��
�ضȜy���Ǐ���������#��Ҋ���b�y����֮һ���ض�׃��������ضȜy�����·���֣�ռ���ˏ�������O���^��������ض�׃������ij��̖�_��푑��Vԇ��У��������FԪ����ʧЧ�ĬF�_��푑��Vԇ��^���У���ě_�����ٶȲ��H��ɺ��cÓ�䣬���Ұ�������_�ѡ����O�����Ѽy������Դ�_�w�ȬF����u��¶��ԭ���x�ͮaƷ�����m�������\�d�����_���h��ԇ�l��Ҫ��Ć��}��
���ڜض�׃�����ѱ�������̖�x�ã��Y���Ͱ��b�ߴ������^С���o�����ⲿ���Ӝp���b��[3]���ڲ����ĮaƷ�Y����ǰ������ߜض�׃�������_�������Ǽ����Q�Ć��}��Ҫ�����ض�׃�����aƷ���͛_�����ܣ����C�aƷ���w���^���еĿɿ��ԣ�����ҳ����}���F��ԭ���ҳ��aƷ���_�����ܲ�ı����h������ȡ�����Ĺ�ˇ��ʩ��
2 ʧЧ����
Ŀǰ��Q��_��ʧЧ�Ć��}�������������ڌ�ʧЧ����ճ���ϡ�ͨ�^�x��ͬ���z�ϡ������z��ʽ������ʧЧ�����Ŀ��_������[4]���@Щ������һ���̶���������Ԫ�������_���������������]�з�������_�aƷ�a����Ӱ푣����]���ҵ����_���ѡ�Ԫ�����_�w������_�ѵĸ�Դ�������ˮa���e�`���Дࡣ������Ч��Q�aƷ�͛_���Ć��}���Q�����_��ԇ��г��F���}�ĮaƷ���� ANSYS Workbench ܛ������ӡ���·�呪�������_���}�aƷ�ڛ_���µ���׃��r��ͨ�^ܛ�������aƷ���ܑ�����ȫò�����_�����h����������λ������ֱ�Ӽӹ̣���ᘌ��Եؽ�Q���}���ض�׃������ӡ���·��M�ϼ������w���w��M�ɡ����У�ӡ���·��M�ϼ��c���w֮�g�����w�c�w��֮�g������ᔹ̶��B�ӡ�
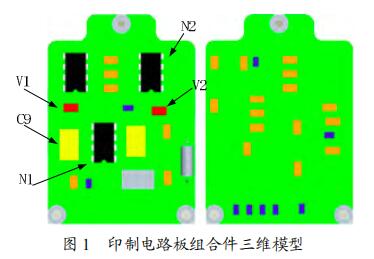
ӡ���·��M�ϼ���ӡ���·��Ͷ���Ԫ�����M�ɡ�ÿ��Ԫ�������|�������γߴ綼����ͨ�^���H�y���@�á��\�� ANSYS Workbench ܛ��������ӡ���·��M�ϼ����挍��B������ӡ���·��M�ϼ������Sģ�ͣ���D 1 ��ʾ����עλ�Þ�_��ԇ�ʧЧ������
�������ʧЧԪ���������F�ڴ�ֱӡ���·�巽��_���Ժ����Է����˷���ě_���������@��ʧЧӡ���·��M�ϼ�������׃�ֲ��D��D 2 ��ʾ��
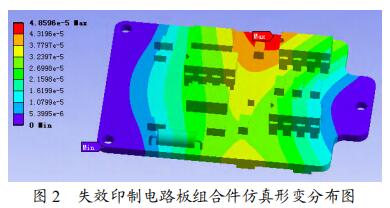
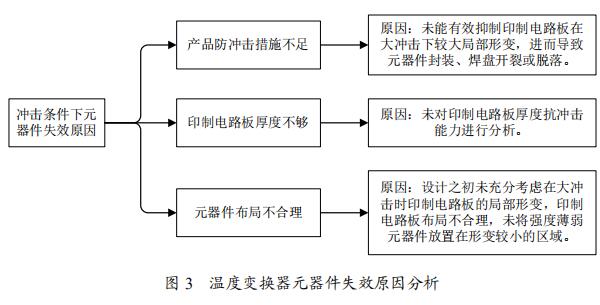
ͨ�^������������֪�ض�׃�����ڛ_���^���У����ܑ����a����׃��λ���������ֲ���r���c�aƷ��ԇ��^����ʧЧ������λ����ȫ�Ǻϡ���˿�֪��_���h���®aƷ�Ȳ���Ԫ����ʧЧԭ����D 3 ��ʾ��
3 ��Q��ʩ
3.1 ��׃�ɮaƷ��Ԫ�����ě_�����W���f
���о���������aƷ���_��������;���У�shou�ȿ��]ͨ�^�����Ĺ�ˇ������������׃�aƷ�_�������W���f���Ķ�˥�p�_��ԇ�ӡ���·����׃���������Mһ���pСӡ���·����׃���f��Ԫ�����ϵě_��ֵ���_�������aƷ�͛_������������ˇ�����������\�ã���Ҫ����ܛ�������_����׃���������C�����ڽY���ߴ�����ƣ��o�����ⲿ���Ӿ��_�b�ã�ֻ�ĮaƷ�Ȳ����]��
Ŀǰ���õ�ӡ���·��̷ˇ�й�⡢ճ�̃ɷN��ʽ�����]���aƷ�ĿɾS���ԣ��aƷ�|����ɢ�����ճ�̹�ˇ�����ڭh����֬ճ�ӄ�ճ��Ԫ�����麽��aƷ���ù�ˇ�������x�ù����zGD414����ճ�̲��ϡ�GD414�������ԆνM���Ҝ������z���o���g�ԣ����иߏ��ȡ��ߔ������L�ʡ�������⡢�͚���ϻ������õ�늽^���ȃ��c[5]��
ͨ�^��ͬ��ˇ���������������Q����ȡ���µĹ�ˇ��ʩ��ӡ���·��߅���͚��w֮�g�ù����zGD414�B��һ�w���њ��w�ȱ��cӡ���·��ճ�̳�һ�w���pС�_����ӡ���·�����׃�������W�ӹ��DZ���ӡ���·��M�ϼ��܉����ͨ�^���W�_��ԇ����Ҫ��ˇ��ʩ��
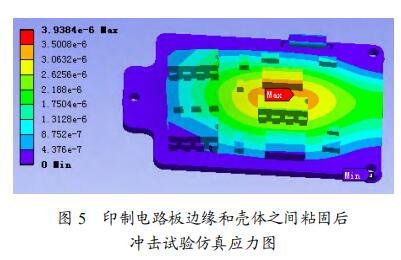
ӡ���·��߅���͚��w֮�gճ��Ч����D4��ʾ��
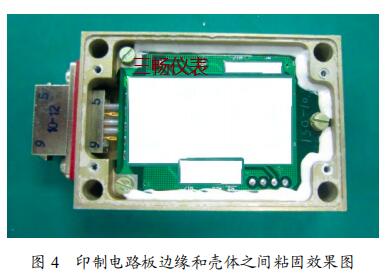
ӡ���·��߅���͚��w֮�gճ�̺�_��ԇ���摪���D��D 5 ��ʾ���D 2 �c�D 5 ���ȿ�֪��ճ��ǰ��ӡ���·���#����׃���� 4.8596e-5��ճ�̺�ӡ���·���#����׃���� 3.9384e-6��ӡ���·����׃���pС��һ����������׃�^�g�ֲ�Ҳ�l���˺ܴ��׃����ճ�̺�#�����׃�^�g����׃���cճ��ǰ��ȣ���׃���@��׃С����ˌ�ӡ���·��߅���͚��wճ�̳ɞ�һ�w�ķ������pС��_���a���đ��������@�����á�
3.2 �ӹ̱����h��
�ڮaƷ�ļӹ�̎���У����H�����M��ˇ�ֶκ���׃��#��ą^���е�����ճ�̣�ͬ�r���דp�ĵ����Ԫ�������g��ݡ����O�ܡ��\��Ŵ���������Դ���^�������ù����z GD414 ճ�̡�����ճ�̾����������z GD414 ����ڴ�ճ��Ԫ�������w�c����ӡ���·�����֮�g����ȡ��ˇ��ʩ���_����M���_��ճ�̃Ȳ��]�К��ݮa����ճ�̺�����z GD414 ���Ҝ� 20��35�棬��ȣ�40% �ėl���¹̻����r�g�� 24h���̻��r�g 72h ��ſ����Wԇ
3.3 ��Qӡ���·���Ȳ���Ĵ�ʩ
ԭʼӡ���·��ĺ�Ȟ� 1.5mm����ӡ���·��ĺ�ȏ� 1.5mm �Ӻ� 2mm������������ӡ���·��Ą��ȣ����õص����ⲿ�_���ēp�ġ�ӡ���·������ 2mm �r�_��ԇ���摪���D��D 6 ��ʾ��
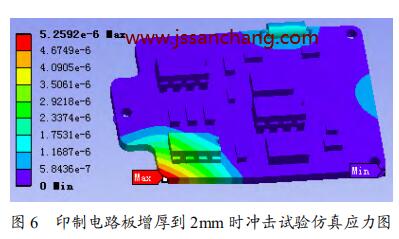
ͨ�^�D 2 �c�D 6 ���ȿ�֪��1.5mm ���ӡ���·���#����׃���� 4.8596e-5��2mm ���ӡ���·���#����׃���� 5.2592e-6��ӡ���·����׃���pС��һ���������cӡ���·��͚��w֮�g�ù����z GD414 ճ�̠�B�µ������ஔ��ֻ���ڱ���ϵ�����Դ��c��ͬ�r���ܛ_��Ӱ��^�������̎����׃Ҳ�@���˘O�õ����ơ���ˣ�����ӡ���·���ȵķ������pС��_���a���đ�����׃����ֹԪ����ʧЧ�����@���á�
3.4 ��QԪ�������ֲ������Ĵ�ʩ
�ڌ�Ԫ����ճ�̡�ӡ���·��͚��w֮�gճ���Լ�����ӡ���·���ȵĻ��A�ϣ����ض�׃������ӡ���·���ϵ�Ԫ�������²��֣������_��������דp�ĵĶ��O�ܷ���ӡ���·��߅��λ�á�
4 ��ʩ��ԇ���C
4.1 ճ�̴�ʩ��ԇ���C
��7�_�aƷ�_��ԇ�l�����}����ɮaƷ���������דp�ĵ����Ԫ�������g��ݡ����O�ܡ��\��Ŵ���������Դ���^�������ù����zGD414ճ�̣�ͬ�r��ӡ���·��߅���͚��w֮�g�ù����zGD414�B��һ�w������1��̖1��ԇ�l������ԇ�aƷ��ͨ�^�˴�_��ԇ�aƷ�yԇ�Y���������aƷ�_�w���÷Ŵ�������30�������S��W�@�R�z������Ԫ�������w��á��o�p�����������ι̣��o�̼��o�Ʉӣ����c�o�Ѽy���_��푑��Vԇ�l������C�Y��Ҋ��1��

4.2 ӡ���·��Ӻ�Ĵ�ʩ��C
�ڲ�ȡճ�̴�ʩ�Ļ��A�ϣ��Ӻ�ӡ���·�壬������ 2 �_�aƷ�әC�������ձ� 1 ��̖ 2 ��ԇ�l������ԇ�_����ͨ�^�� 20000g ��_��ԇ
4.3 Ԫ�������²��ֵĴ�ʩ��C
�ڲ�ȡӡ���·��ճ�̺ͼӺ��ʩ��Ԫ�������²������דp�ĵĶ��O�ܱM��������ӡ���·��߅���������� 2 �_�aƷ�әC�������ձ� 1 ��̖ 2 ��ԇ�l������ԇ�_����ͨ�^�� 20000g ��_��ԇ
5 �Y���Z
ͨ�^�\��ANSYS Workbenchܛ�������aƷ�����c��׃���������aƷ�͛_���ı����h�����܉���Ч��C��ȡ��ˇ��ʩ�Ƿ���������_���еķ�ʸ�ؼӹ̱����h�����������˲��ù�ˇ����������Q���}�ĺ����ԣ�Ҳ��Ԫ�������������ṩ��������֧�֡�
�ض�׃����ͨ�^ӡ���·��ճ�̺�ӡ���·��Ӻ�Ԫ�������²��ִ�ʩ������˜ض�׃�����Ŀ��_�����������aƷ���_������������20000g����������������ͨ�^���M��ʩ������ˮaƷ���������W�h�����m���ԣ��M������һ���\�d���������̖��������ԓ���g�����ں��m����̖�У�Ч�����á�����mͬ���׃�Q���ĽY�����ƺ��®aƷ�����ƴ��������õĻ��A��













 �Pע�҂� ���F���A
�Pע�҂� ���F���A